A keménymarás a fémmegmunkálás „extrémsportja”. A 45 HRC fölötti tartomány nem tűr félmegoldásokat, csak a legjobb és legkeményebb szerszámanyagok jöhetnek szóba. Ez a technika különösen kedvelt a szerszám- és formagyártásban, ahol a feladat egyszerű: kőkemény alkatrészeket kell precízen, gyorsan és utómunka nélkül megmunkálni.
A hagyományos köszörülés vagy szikraforgácsolás mellett a keménymarás olyan, mint a TGV a gőzmozdony mellett – bonyolult formák, egy lépésben, utómegmunkálás nélkül.
Mit lehet keménymarással megmunkálni?
Szerszám- és formagyártás: Edzett acél formák, fröccsöntőszerszámok, lyukasztók – minden, ami kopásállóságot kíván.
Autóipar: Motor- és váltóalkatrészek, ahol a kopás a mindennapok része.
Repülőgépipar: Nagy szilárdságú szerkezeti és motorelemek, ahol a megbízhatóság élet-halál kérdése.
Miért veri a keménymarás a hagyományos módszereket?
- Gyorsabb gyártás: Utómunka nélküli, egy műveletes megmunkálás – nincs köszörülés, nincs szikraforgácsolás. A megmunkálási folyamat gyakran egyetlen menetben lezajlik, drasztikusan csökkentve az átfutási időt.
- Komplexebb formák: 3D-s kontúrok és összetett geometriák, amire a köszörű nem képes.
- Tükörsima felület: A legmodernebb keménymaró szerszámok már olyan magas felületi minőséget biztosítanak, hogy sok esetben nincs is szükség további felületkezelésre.
- Költségcsökkentés: Kevesebb művelet, rövidebb gyártási idő, ritkább szerszámcsere – mindez jelentősen csökkenti a gyártási költségeket.
- Mikronos pontosság: A szűk tűrések és precíz illesztések itt alapkövetelmény.
De hol a csapda?
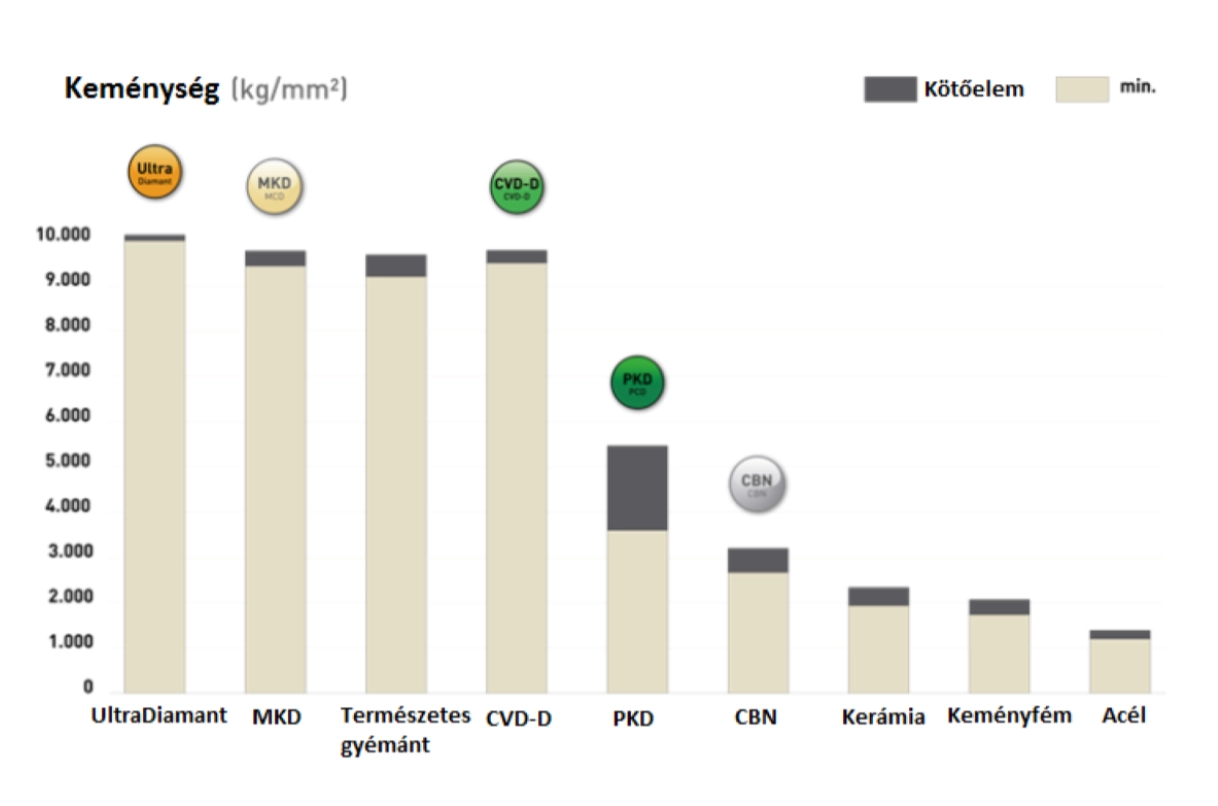
A 45+ HRC nem játék: a hagyományos marószerszám itt úgy kopik, mint a radír a betonon. A keménymarás speciális, extrém kopásálló forgácsolóanyagokat igényel – és itt jön képbe a CBN és a gyémánt.
A keménymarás igazi bajnokai
CBN – köbös bór-nitrid:
Az edzett acélok kedvence. Hőállósága 1200°C (!), így nagy sebességnél is bírja a strapát. Kiváló keménység és kopásállóság.
PCD – polikristályos gyémánt:
Acélhoz nem jó, de kompozitokhoz, kerámiához, grafithoz verhetetlen.
CVD-D – kémiai gőzfázisú gyémánt:
Finom gyémántréteggel bevont szerszám, brutális kopásállósággal és hőstabilitással. Ideális szénszálas anyagokhoz, grafithoz, kerámiához. Pontosabb, mint a PCD, és extrém abrazív környezetben is hosszú életű.
Miért éri meg?
- Hosszabb élettartam: Kevesebb leállás, kevesebb csere.
- Villámgyors megmunkálás: Nagy sebesség, rövid ciklusidő.
- Precíz felületek: Utómunka nélkül, akár végső méretre.
- Magasabb termelékenység: Mivel nincs szükség külön utófeldolgozásra, mint például szikraforgácsolásra vagy köszörülésre, a teljes gyártási lánc lerövidül – a hatékonyság pedig ugrásszerűen nő.
- Költségmegtakarítás: A szerszámok élettartama hosszabb, a ciklusidő rövidebb, és a folyamat egyszerűbb – ez mind forintban is jól mérhető megtakarítást jelent.
Profi keménymaró szerszámok, CBN-től a gyémántig – a Szerszám Technika Kft. készséggel áll rendelkezésére, ha a legkeményebb kihívásokra keres megoldást.
Nálunk a pontosság, élettartam és minőség nem ígéret – alapfelszerelés.
