Egy rozsdamentes acél alkatrész sík és sarokmarási műveleténél a cél stabil, sorjamentes megmunkálás volt, minimum 12 darabos lapkaéltartammal. A meglévő technológiával azonban már az első néhány alkatrész után
jelentős kopás és sorjaképződés jelentkezett.
A feladat nem egyszerű paraméter-optimalizálás volt. A cél az volt, hogy az adott gépen, az adott anyagban és kötött technológiai környezetben olyan szerszámmegoldás szülessen, amely üzembiztosan teljesíti az elvárt darabszámot.
Kiindulási környezet
Megmunkáló gép
-
- NCT MXS-650DD
-
- SK40 főorsó
-
- 20 kW maximális teljesítmény
Anyag
-
- 1.4404 ausztenites rozsdamentes acél
Megmunkálás
-
- sík- és sarokmarás
-
- ap = 1,4 mm
-
- Ra 3,2 felületi követelmény
-
- hűtőfolyadék használata
A probléma
A meglévő technológia WNEX080608 sarokmaró lapkára épült.
A tesztek során több különböző forgácsolási paramétert is kipróbáltak, azonban a problémák minden esetben hasonlóak maradtak:
-
- gyors élkopás
-
- sorjaképződés
-
- lapkasarki lepattogzás
-
- instabil éltartam
A tompább geometriájú változat már 1-2 alkatrész után jelentős kopást mutatott, és a sorjásodás gyorsan kritikussá vált.
Az élesebb geometria javított a forgácsoláson, azonban még így is csak 6-7 munkadarabig maradt stabil a folyamat — messze a kívánt 12 darabtól.
Mi okozta a problémát?
Az ausztenites rozsdamentes acélok megmunkálása különösen érzékeny:
-
- hajlamosak képlékeny deformációra,
-
- erős hőterhelést okoznak az élben,
-
- könnyen kialakul élrátét,
-
- a nem megfelelő geometria gyors sorjaképződéshez vezet.
A tesztek alapján látható volt, hogy nem egyszerűen a forgácsolási paraméterekkel van probléma, hanem maga a lapkageometria és a szerszámkoncepció nem illeszkedik optimálisan ehhez az alkalmazáshoz.
A megoldás
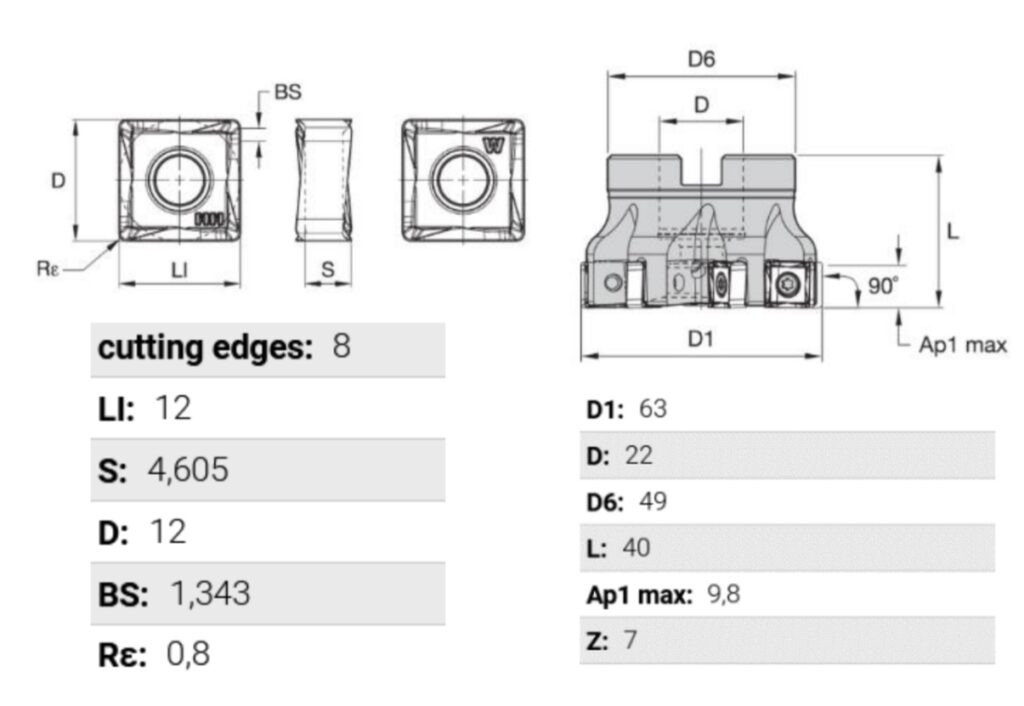
A végső megoldást egy teljesen más szerszámkoncepció hozta:
Használt szerszám
-
- WIDIA VSM890D063Z07S22SN12 marótest
-
- SNHX120408PNSRMM-WS40PM lapka
A technológia a korábbi paraméterekhez hasonló körülmények között futott:
-
- vc = 100 m/min
-
- fz = 0,125 mm/z
Mégis jelentős különbség mutatkozott.
Az eredmény
Az új lapkával:
-
- sikerült elérni a kívánt 12 darabos éltartamot,
-
- stabil maradt a forgácsolás,
-
- jelentősen csökkent a sorjaképződés,
-
- javult a felületi minőség,
-
- kiszámíthatóbb lett a gyártás.
A teszt végül sikeresen zárult, és a technológia megfelelt a vevői elvárásoknak.