Az egyre népszerűbb és egyre gyakrabban használt menetkészítő eljárásról, a menetmarásról gyűjtöttünk össze néhány fontosnak vélt gondolatot. A továbbiakban szerszám és technológia oldalról is bemutatjuk ezt a technológiát. A modern menetmegmunkáló megoldások között elkerülhetetlen technológia a menetmarás. Ez a felületidegen menetmegmunkálási technológia külső és belső menetek megmunkálására egyaránt, nagy termelékenységgel alkalmas. Kis-, közepes-, nagyszériánál és tömeggyártásnál is hatékonyan használható menetforgácsolási eljárás.
Menetmarás előnyei és hátrányai
A menetmarásnak számos előnye és egy jelentős hátránya van a hagyományos menetmegmunkáló eljárásokkal szemben. Termelékenység tekintetében hajtott szerszámként esztergagépen a menetesztergálással, megmunkálógépeken pedig – különösen a nagyobb méretű menetek esetén – a menetfúrással vetekszik. A bekezdés nélküli kialakításnak köszönhetően zsákfuratok esetén nincs szükség sem alászúrásra, sem menethossznál mélyebb furatra. A más technológiákkal nehezen, vagy egyáltalán nem megmunkálható anyagok, például az 55-65HRC közötti nagykeménységű szerszámacélok, korrózióálló acélok és titán is megmunkálhatók, kiváló felületi minőség biztosítása mellett. A menetmarók alapvető működéséből következik, hogy rövid, tört forgácsok keletkeznek, aminek köszönhetően a menetesztergálásnál és menetfúrásnál fellépő forgácskezelési problémák nem merülnek fel. További előnye a menetfúrással szemben, hogy a kisebb szerszámátmérőnek köszönhetően, szerszámtörés esetén a törött szerszám nem szorul a furatba, így nem jelent problémát eltávolítani nagyobb értékű munkadarab esetén (pl. fröccsöntő szerszámok esetén). A menetmarás legnagyobb hátránya az, hogy mind a keményfém, mind a váltólapkás menetmarók, a jellemzően használt keményfém váltólapkás esztergaszerszámhoz és HSS(-PM) menetfúrókhoz képest, jelentősen nagyobb befektetést jelentenek. Az árak közvetlen összehasonlítása azonban félrevezető lehet, mivel egy adott menetmaróval azonos menetemelkedés mellett különböző átmérőjű (pl. M12x1,5;M14x1,5;M16x1,5 …), jobbos-balos és néhány metrikustól eltérő menetszabvány esetén (W; BSPT; NPT; PG) külső-belső menet is készíthető.
Menetmarók csoportosítása
Ma a szerszámpiacon egyaránt elérhető váltólapkás és tömör keményfém megoldás egysoros és többsoros menetmaróra. Örvénylő menetmarás esetén a keményfém váltólapkás megoldás a legelterjedtebb.
Váltólapkás szerszámok
A váltólapkás menetmarók nagy előnye a keményfémmel szemben, hogy adott szerszámtest, különböző menetemelkedésekhez vagy akár eltérő menettípusokhoz használható lapkák befogására alkalmasak, ezzel rendkívül rugalmassá teszi a szerszámraktárunkat, a méret és költségek csökkentése mellett.
Váltólapkás többsoros menetmaró
A többsoros menetmaró szerszámok előnye, hogy a teljes menetprofilt egy munkadarab körülfordulás alatt elkészíti, ezzel a lehető legnagyobb termelékenységet biztosítva. Ilyen megoldás a Szerszám Technika Kft. által forgalmazott Varugs-MiTM menetmaró:
Váltólapkás egysoros menetmaró
Az egysoros menetmarók a teljes menethosszt több körülfordulással készíti ezért a többsorossal termelékenység szempontjából nem tud versenyezni, viszont nagyobb menetemelkedések esetén a kisebb forgácsolóerő miatt ezzel a megoldással mélyebb menetek is készíthetőek. Ilyen megoldás a Szerszám Technika Kft. által forgalmazott Varugs-TMSD menetmaró:
Váltólapkás örvénylő menetmaró
Az örvénylő menetmarás talán a menetmaró technológiák legtermelékenyebbike. A speciális gépen történő megmunkálás során a főmozgást a menetemelkedés szögének megfelelően bedöntött marófej végzi a munkadarab forgása és a menetemelkedésnek megfelelő előtolása közben:
Tömör keményfém szerszámok
A tömör keményfém menetmarók előnye a váltólapkásokkal szemben a nagyobb merevség és stabilitás, illetve a nagyobb termelékenység.
Keményfém többsoros menetmaró
A keményfém többsoros menetmaró előnyei megegyeznek a váltólapkás megfelelőjével, viszont a nagyobb merevségnek és a kisebb méretnek köszönhetően a menetek szélesebb tartományát, még rövidebb ciklusidővel tudja megmunkálni. Belső hűtéses változatra példa a Vargus HeliCool keményfém menetmarója:
Keményfém egysoros menetmaró
A keményfém egysoros menetmarók mély menetek megmunkálását teszik lehetővé akár kis átmérőjű furatok esetén is. A kis forgácsolóerőnek köszönhetően vékonyfalú munkadarabok megmunkálására is alkalmas, kisebb teljesítményű gépek esetén is.
Speciális szerszámok
A hagyományos (egysoros és többsoros) menetmarókon kívül a tömör keményfém alapanyag speciális szerszámok elkészítésére is ad lehetőséget, ezek megoldást nyújtanak különleges anyagok megmunkálására, ciklusidőcsökkentésre különböző munkafolyamatok összevonásával, illetve a lehető legnagyobb stabilitás elérésére különleges piacspecifikus esetben.
- Menetmarók kemény anyagok megmunkálására
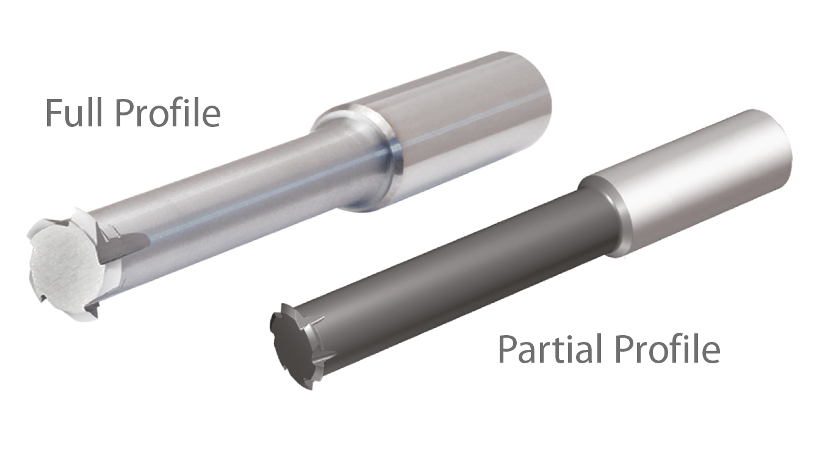
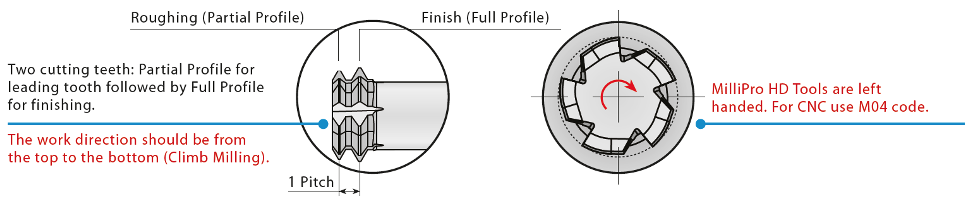
A menetek kialakítása 55HRC feletti keménységű anyagokban problémát jelenthet a hagyományos váltólapkás és tömör keményfém menetmaróknak is. A Szerszám Technika Kft. által forgalmazott Vargus – MilliPro HD menetmaró kétsoros fogkialakítású, ahol az első sor nagyolja a második sor pedig besimítja a fogprofilt, ezzel lehetővé téve akár 65HRC keménységű anyagoknál is a menetek kialakítását.
- Menetmaró-letörő éllel
A menetek kezdeténél lévő letörés kialakítása a legtöbb esetben külön szerszám, letörőmaró vagy kúpsüllyesztő használatát teszi szükségessé. A tömör keményfém menetmaró-letörő megspórolja a szerszámtárhelyet és a szerszámváltás idejét. A Vargus – HCC ilyen megoldást nyújt a Szerszám Technika Kft. portfóliójából.
- Fúró-menetmaró
Furatmenetek készítésénél a legtöbb esetben fúrás előzi meg és letöréskészítés követi a menetmarás folyamatát. A fúró-menetmaró szerszámok a fúró és a letörőszerszám szerszámtárhelyét, költségét és beváltási idejét spórolják meg egyben. Fúróélének köszönhetően alkalmas a tömör anyag megfúrására. A menetmaró él utáni 45° lépcső elkészíti a letörést a furat tetején, majd központból kiállva a többsoros menetmaróéllel kialakítható a menet. A Szerszám Technika Kft. kínálatában a Vargus – HTC szerszáma nyújt ilyen megoldás
- Maró-menetmaró
A maró-menetmaró, a fúró-menetmaróhoz hasonlóan a külön fúró és letörőszerszám használatát is feleslegessé teszi a menetmarás előtt és után, azzal a különbséggel, hogy ennél a szerszámnál a homlokoldalon kialakított keresztélnek köszönhetően már a menetemelkedésnek megfelelő helikális-süllyedés közben kialakításra kerül a furattal együtt a menetprofil is. A Vargus-TMDR kiváló megoldás lehet a maró-menetmaró kipróbálására a Szerszám Technika Kft. által forgalmazott termékek közül
- Osztottpályás menetmarás
Napjainkban a korszerű megmunkálási stratégiák közül egyre szélesebb körben kezdik alkalmazni a trochoid megmunkálást. A kis fogásvétel alacsony főorsó- és szerszámterhelés tesz lehetővé, miközben a jelentősen megnövelt előtolósebességek alkalmazásával gyors és költséghatékony módon marhatunk. A trochoid megmunkálás elmélete a menetmarókra is alkalmazható, többfogású megmunkálásoknál jelentősen megnövelt előtolás mellett itt is gyorsabb, szerszám- és gépkímélőbb megmunkálásra van lehetőségünk. A Vargus – MultiFlute menetmaró az egyik első direkt osztottpályás megmunkálásra fejlesztett menetmaró a piacon.
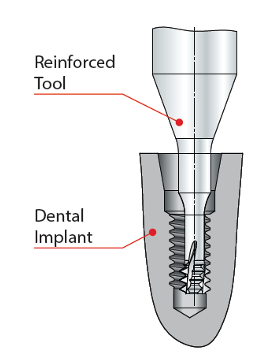
- Iparágspecifikus menetmarók
A nagysorozatú és tömeggyártások idő- és költségcsökkentése napjaink legnagyobb mérnöki kihívásai közé tartozik. Az ilyen termelésekben gyakran fordulnak elő egyedi készítésű szerszámok, például lépcsős fúrók, alakos marók stb. A különböző, iparágspecifikus szabványok lehetőséget nyújtanak a szerszámgyártóknak a lehető legjobb szerszámok kifejlesztésére az adott megmunkálásokhoz. Iparágspecifikus megoldás például a Vargus – MilliPro Dental fogászati-ipari menetmaró. A szabványos implantátum-furathoz illeszkedő szár- és nyakkialakítás a lehető legnagyobb stabilitást teszi lehetővé az ilyen kényes alkatrészek megmunkálása közben is.
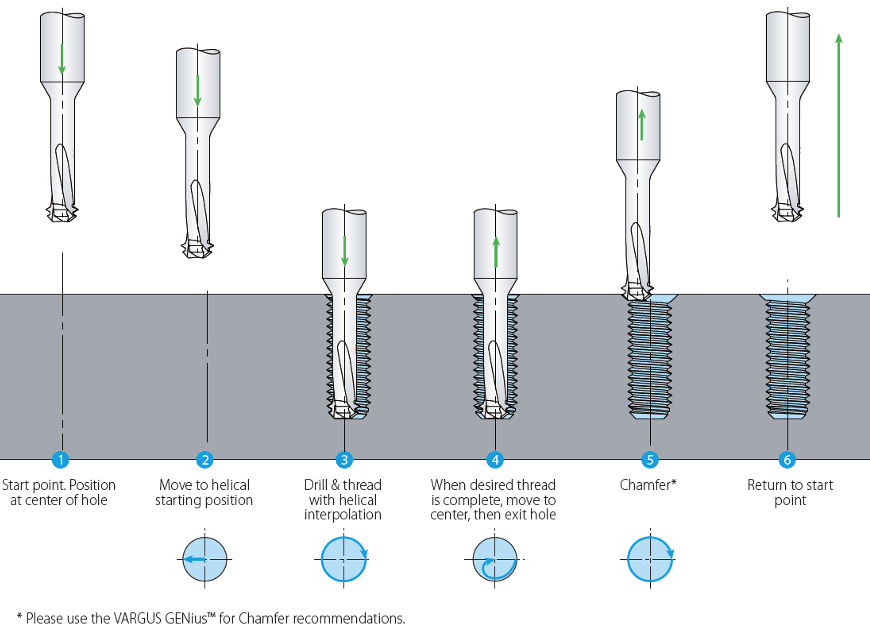
Menetmarás technológiai áttekintése
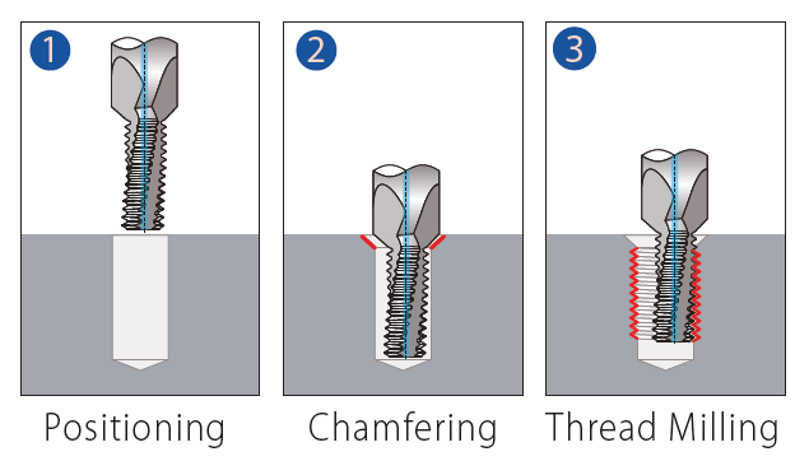
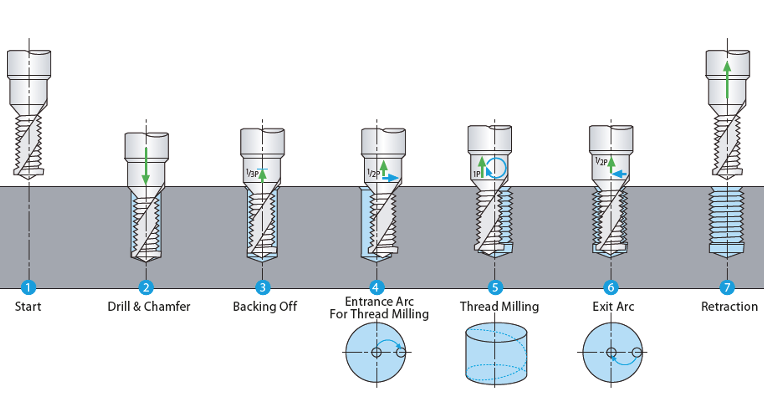
A menetmarás az, amikor a menetet egy forgó szerszám cirkuláris ferde mozgatásával hozunk létre. A szerszám axiális irányú mozgása egy fordulat alatt hozza létre a menetemelkedést. A menetmarás mindig első választás a következő esetekben:
- aszimmetrikus/nem forgó alkatrészek megmunkálása;
- forgácstörésre és forgácselvezetési problémákra hajlamos anyagok megmunkálása;
- szívós anyagok megmunkálása, nagy forgácsolási erőkkel;
- vállhoz vagy zsákfurat aljához közeli megmunkálás;
- vékony falú alkatrészek megmunkálása;
- az alkatrész megfogása nem stabil;
- minimalizálni kell a szerszámkészletet (egy menetmaróval több méretű menetet lehet elkészíteni)
- a menetfúró törés kockázatának csökkentése a drága alkatrészeken – a menetmarók mindig maradék nélkül eltávolíthatók, amennyiben eltörnek
A kisebb forgácsolási átmérő segíti a minőségi menetek készítését. A szerszám bekezdése apró alakhibát ejt a menetprofil tövén. Belső menetmarás esetén a menetátmérő, a forgácsolási átmérő és menetemelkedés közötti összefüggés befolyásolja a valódi radiális fogásmélységet (aeeff), amely jóval nagyobb lesz, mint a kiválasztott radiális fogásmélység. A nagyobb valódi ae, növeli az eltérést a menet tövénél. Jó tanács: a profileltérés minimalizálása érdekében a szerszám átmérője ne legyen nagyobb, mint a menetmarási átmérő 70%-a.
